
 La máquina de cobertura de roler de goma es un equipo integrado automático para envolver y envolver el caucho en la superficie del rollo de goma, lo que mejora en gran medida la eficiencia de producción de la fábrica de rollo de goma en el procesamiento y la fabricación de productos de rollo de caucho. Es un equipo mecánico para envolver y envolver automáticamente el caucho en el procesamiento de goma.
La máquina de cobertura de roler de goma es un equipo integrado automático para envolver y envolver el caucho en la superficie del rollo de goma, lo que mejora en gran medida la eficiencia de producción de la fábrica de rollo de goma en el procesamiento y la fabricación de productos de rollo de caucho. Es un equipo mecánico para envolver y envolver automáticamente el caucho en el procesamiento de goma.
1. Definición de nombre
¿Cuál es la máquina de cobertura de roler de goma? Este equipo es un tipo de equipo para formar cunas de goma, que utiliza una extrusora para extruir la película de cierto grosor y ancho y enrollarla sobre el núcleo del eje del rollo de goma de manera ordenada y oblicua. La máquina de devanado de rollo de goma no solo puede mejorar la calidad de la cubierta de caucho de las cunas de caucho, aplicar el caucho de diferentes espesores a los núcleos de rollo de varios diámetros, acortar el tiempo de producción, mejorar el grado de automatización, reducir el número de operadores, sino también resolver el problema de que la mecanización y la automatización de los equipos de proceso no pueden darse cuenta debido a la incertidumbre de los productos y la diversidad de dimensiones y especificaciones en la producción de goma de goma. Tiene una gran perspectiva del mercado y confianza del cliente.
2. Requisitos de aplicación
El proceso de producción de rollo de goma generalmente consta de tres enlaces de procesamiento principales: formación de rollo de goma, vulcanización de rollo de goma y tratamiento de superficie. El enlace de formación de rollo de goma es una parte inicial muy importante, que es el proceso de cubrir el núcleo del eje de metal con caucho. Si hay un problema en este enlace, el rollo de goma producido apenas puede cumplir con los requisitos esperados. Con el desarrollo de extrusoras nacionales, moldeo por inyección y otras tecnologías, la línea de producción de COTS se ha embarcado gradualmente en el camino de mecanización y automatización. Debido a los diferentes requisitos para las cunas, hay impurezas, agujeros de arena y burbujas, sin mencionar * *, defectos, grietas y diferencias locales blandas y duras, por lo que los requisitos para el enlace de moldeo de cuna son cada vez más estrictos. El rendimiento de la aplicación de mercado de la máquina de enrollamiento COTS cumple con el propósito de lograr el tono, todo el proceso de moldeo de goma adopta la velocidad uniforme, la fuerza estándar, el devanado de goma estable y otras actuaciones, lo que ha ganado el reconocimiento y la confianza del mercado.
3. Principio de trabajo
Apriete un extremo del núcleo del rollo que se cubra con el chuck de las tres mandíbulas en la cabeza del lecho de rollo de la máquina de devanado de goma, y el otro extremo está soportado por el instalado en el extremo del lecho de balanceo. Cuando se envuelva el núcleo de rollo de goma, inicie primero el lecho de rodillo y el chuck de las tres mandíbulas comienza a moverse en un movimiento circular uniforme, mientras que el núcleo de rollo accionado gira. En el proceso de rotación de baja velocidad del núcleo del rollo, inicie la extrusora de la tira de goma y plastice y extruya la tira de goma de forma uniforme a través del extrusor de alimentación fría, la tira de goma se transmite al mecanismo de devanado a través del mecanismo de transmisión de la tira de goma y el rodillo de guía para comenzar a ser el núcleo de rollito de goma. El proceso de bobina del núcleo del rodillo con cinta adhesiva es en realidad el resultado de la combinación de dos movimientos.
Si la tira de goma con un cierto ancho y grosor gira a una velocidad constante alrededor del eje X (eje de goma del rollo) en la superficie del núcleo del rodillo, y el mecanismo de devanado se mueve en una línea recta a lo largo del eje X, la tira de goma se adhirirá regularmente al núcleo del rodillo. El diferente grosor del rollo de goma se puede lograr alimentando el mecanismo de devanado de rollo de goma a lo largo del eje Y (dirección radial de goma de goma).
Para cumplir con el grosor de recubrimiento requerido para el bobina del rollo de goma, el grosor de devanado de la tira de goma de la extrusora en la posición axial del rollo de goma debe controlarse, es decir, la cantidad de superposición entre la tira de goma y la tira de goma. Cuanto mayor sea la cantidad de superposición, más grueso es el espesor del devanado y menor será la cantidad de superposición, más delgado es el espesor del devanado. La velocidad de traducción de la máquina de devanado de rollo de goma determina directamente el tamaño de la cantidad de superposición con respecto a la velocidad de rotación del núcleo del rollo.
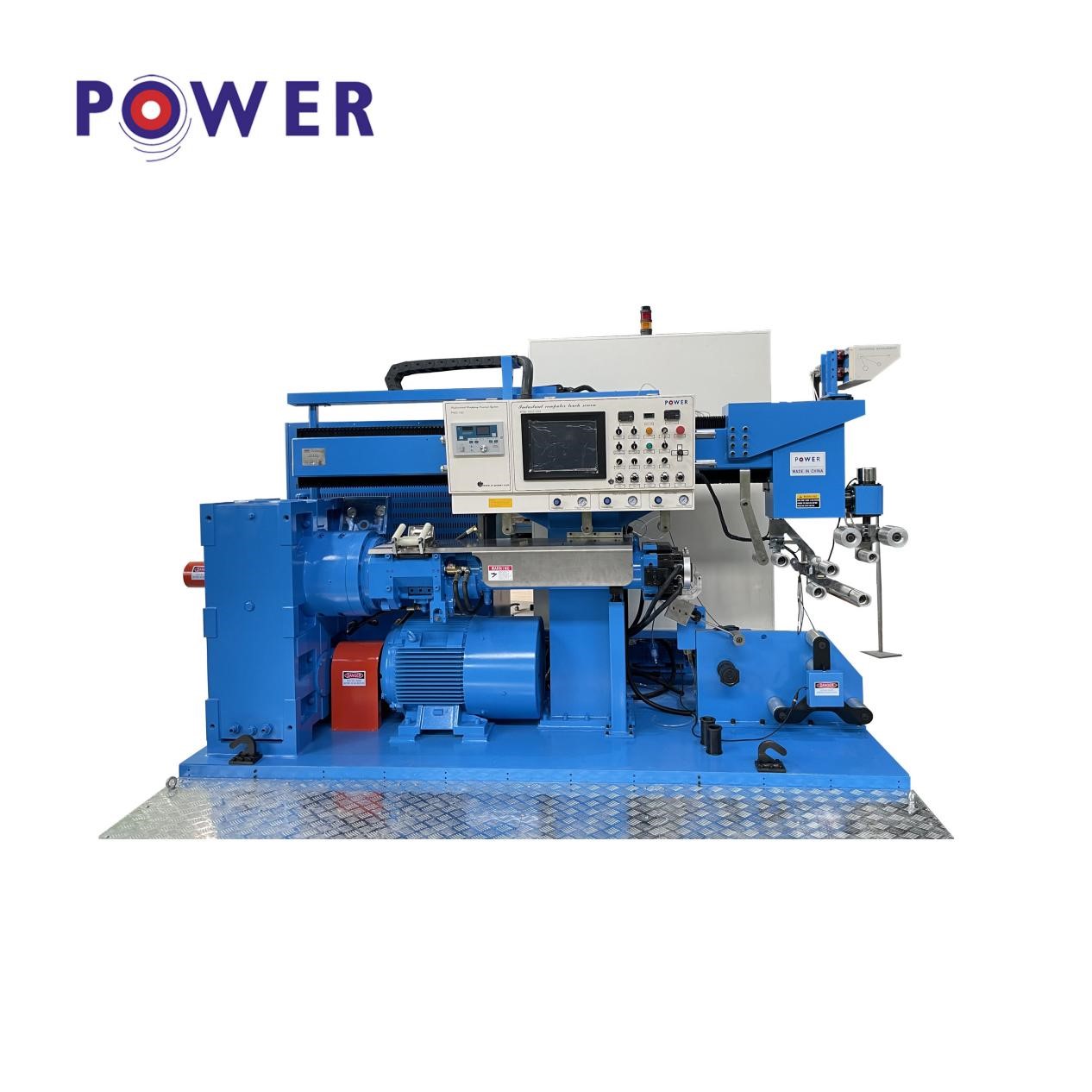
4. Composición del equipo
Los componentes principales de la máquina de devanado de rollo de goma PTM incluyen: extrusor de goma de alimentación fría, plataforma de caminata, dispositivo de devanado, transportador de tiras de goma, cama de rodillo y motor de alimentación del equipo correspondiente.
(1) La extrusora de goma de alimentación en frío se usa principalmente para preparar tiras de goma con una forma final de producción de envoltura de goma. Se caracteriza por que el caucho agregado se puede alimentar directamente sin precalentar, y el volumen de extrusión es grande, la temperatura de descarga es baja, el costo del volumen de extrusión de la unidad es bajo, el consumo de energía es bajo y las tiras de caucho extruidas son uniformes y densas.
(2) Durante el proceso de devanado del rollo de goma, la plataforma de viaje debe moverse en una línea recta recíproca a lo largo de la dirección radial del núcleo del rollo, y el desplazamiento y la velocidad de la plataforma se controlarán. Es conducido por un servomotor y un servo conductor con velocidad rápida y alta precisión de control.
(3) El dispositivo de envoltura de pegamento es la parte central de la máquina de devanado de rollo de goma. No solo cubre el núcleo del rollo de goma, sino que también cubre la cara final del núcleo del rollo de goma. Cuando el dispositivo de devanado se mueve a lo largo del eje del núcleo del rollo a la cara final del núcleo del rollo y la posición de transición del eje, el rodillo de presión instalado en el dispositivo de devanado debe girar 180 grados para ajustarse a la posición paralela al plano de recubrimiento para iniciar la operación de recubrimiento.
(4) El mecanismo de transmisión de la cinta adhesiva es cambiar la dirección de transmisión de la cinta adhesiva cuando la posición de la superficie axial y la cara del extremo del núcleo de rollo de goma de devanado gira, y la cinta adhesiva se desvía o cae. El mecanismo de transmisión de cinta adhesiva se requiere no solo para poder transportar la cinta adhesiva, sino también para ajustar la posición para garantizar que la cinta adhesiva no se desvíe o se caiga.
(5) El lecho del rodillo parece un torno horizontal ordinario y está compuesto principalmente de una base, una cabeza de cama, un cuerpo de cama, un ataño y un sistema de transmisión. Se instala un fuck de tres mandíbulas en la cabeza de la cama, y se instala un fuck móvil al final de la cama para una fácil sujeción. El sistema de transmisión adopta un reductor de rueda de aguja baixiana, que es impulsado por una cadena. Se agrega un soporte de rodamiento en la cabeza de la cama y el contragaltaje del lecho del rodillo, que se usa principalmente para soportar la cama del rodillo, de modo que el rollo de goma de gran diámetro pueda dañar la cama del rodillo.
Tiempo de publicación: septiembre-27-2022





